
Important notice - Our website is under going construction, therefore you may notice some issues. Please bare with us and contact or customer support team if you need any product information - 0116 284 9900
Important notice - Our website is under going construction, therefore you may notice some issues. Please bare with us and contact or customer support team if you need any product information - 0116 284 9900
ANDERSON NEGELE
From a diode, infrared light is radiated into the medium. The particles present in the medium reflect the incident light detected by the receiving diode (so-called backscatter method). The electronics calculate from the received signal, the relative turbidity of the medium.
The relative turbidity is given in NTU, or on the Nails calibration standard specified in "% TU" or in the EBC.
Suitable for pipe sizes as small as DN25 the versatility is broad and it has been used in many applications with great success. Not only does it help to optimise systems but the reduction in lost water, cleaning solutions and product allow it to quickly and effectively pay for itself, whilst continuing to streamline and save the end user money from the day that it is installed.
With a complete range of process connections and a remote version available there is a solution for nearly all applications where turbidity monitoring is required.
Application Examples:

| Approvals | 3-A, EHEDG, FDA |
|---|---|
| Area of apllication | Food |
| IP class | IP67, IP69K |
| Material cover | Polycarbonate |
| Material detector | Sapphire |
| Material of connection | Stainless steel 316L |
| Material of sensor housing | Stainless steel 1.4308 |
| Measurement accuracy | +/-3% - 0-999NTU ; +/- 5% > 999NTU |
| Pressure range max | 20 bar |
| Pressure range min | -1 bar |
| Response time | 750 ms |
|---|---|
| Supply voltage dc max | 32 V DC |
| Supply voltage dc min | 18 V DC |
| Temperature ambient from | -10 °C |
| Temperature ambient to | 60 °C |
| Temperature of media from | -10 °C |
| Temperature of media to | 130 °C |
| Weight | 750 g |
From a diode, infrared light is radiated into the medium. The particles present in the medium reflect the incident light detected by the receiving diode (so-called backscatter method). The electronics calculate from the received signal, the relative turbidity of the medium.
The relative turbidity is given in NTU, or on the Nails calibration standard specified in "% TU" or in the EBC.
Suitable for pipe sizes as small as DN25 the versatility is broad and it has been used in many applications with great success. Not only does it help to optimise systems but the reduction in lost water, cleaning solutions and product allow it to quickly and effectively pay for itself, whilst continuing to streamline and save the end user money from the day that it is installed.
With a complete range of process connections and a remote version available there is a solution for nearly all applications where turbidity monitoring is required.
Application Examples:
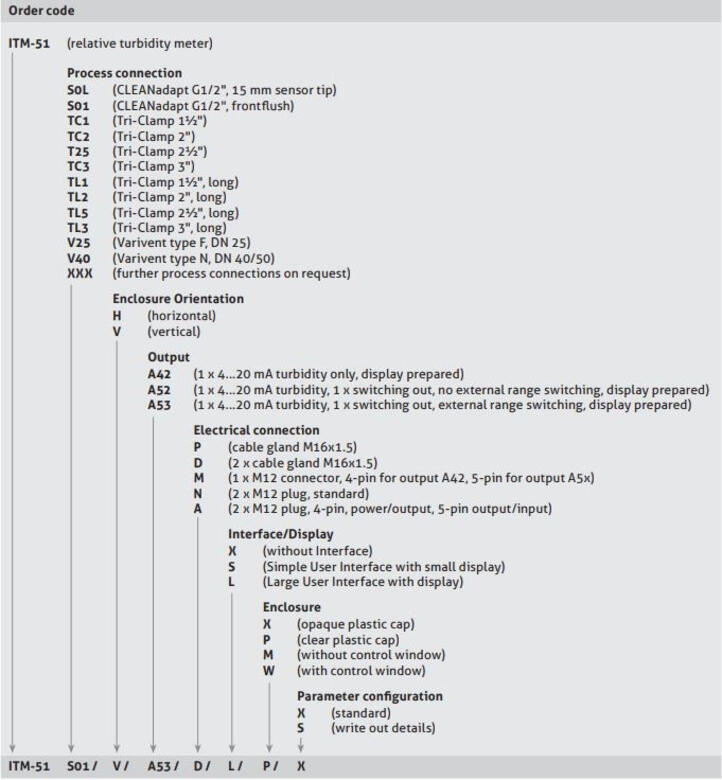
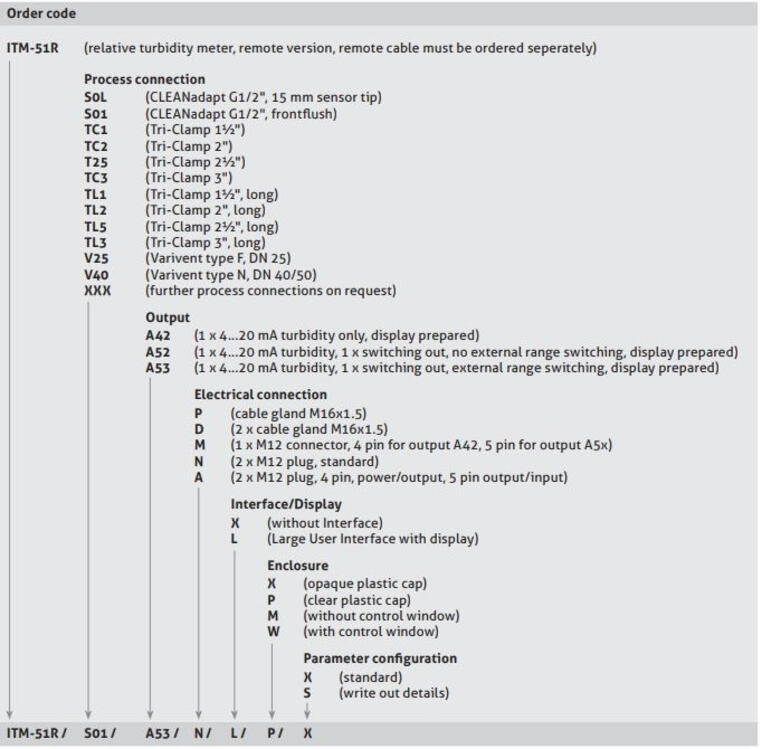
Please refer to the images below for ordering information.

.jpeg?as=1&iar=0&hash=C35BE4FB444DCD3D5B98C5DBA7502AEA)
This blog post demonstrates 7 strong reasons production plants choose the HYGHSPIN twin screw pump by Jung Process Systems

When selecting a SUCO mechanical pressure switch, it's essential to consider several key factors...
.jpeg?as=1&iar=0&hash=A3BFC175C33A8E0858884EF1A7B44582)
When it comes to solenoid valves, reliability and ease of maintenance are essential. That’s why our new Emerson, high flow solenoid valve is designed with unique features that streamline testing, commissioning, and ongoing operation.

Did you get a chance to visit IATECH at The Leicester Marriott Hotel? We had over 33 exhibitors and 8 fantastic Tech Talks throughout the day, Read all about the day, here.

Did you know that OEM Automatic has been successfully providing valve actuation solutions?

We are thrilled to announce the launch of IATECH, THe Industrial Automation Technology expo at Leicester Marriott Hotel on 23rd October. The ultimate platform for showcasing our extensive product range and broad business areas, featuring over 50 leading suppliers under one roof!
|
|
|
|
|
|
||
|---|---|---|---|---|---|---|
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
| Parts | Cable | Connection | Measurement accuracy | Price | ||
|---|---|---|---|---|---|---|
|
Art:
ITM-51
Copied
|
|
|
+/-3% - 0-999NTU ; +/- 5% > 999NTU
|
| ||

Art:
ITM-51R
Copied
|
standard 5,10,25m
|
M12
|
+/-3% - 0-999NTU ; +/-5% > 999NTU
|
|
Select a variant in the list






